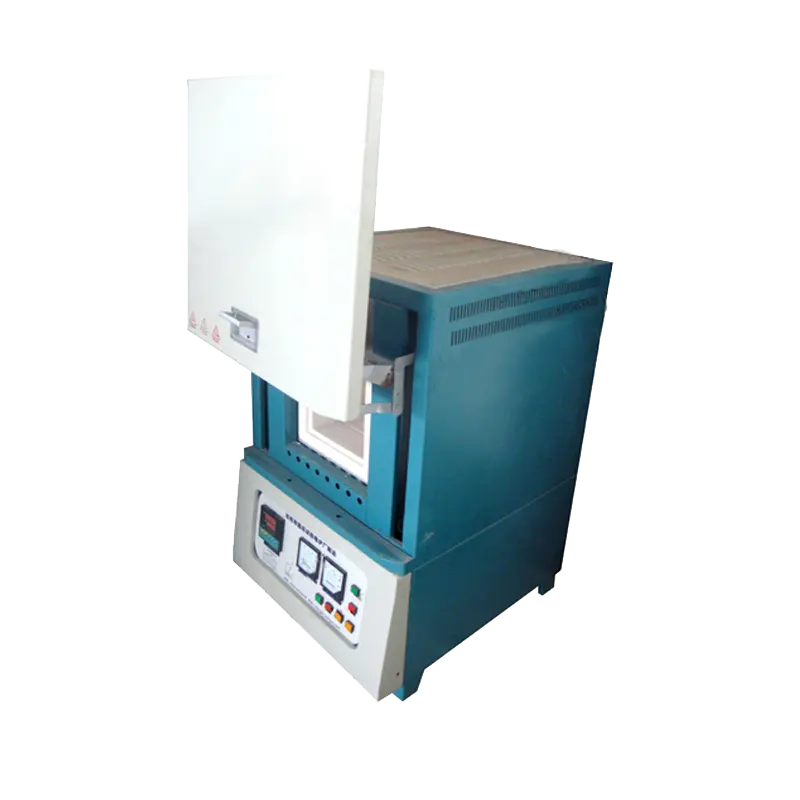
中频锻造加热炉比硅控加热炉节电 15-20%。它支持对直径为 Φ12 或更大的钢材、铜材和铝材等材料进行连续加热,可进行整体或局部加热。在加热铜时,它的功率可达 3.5KG/KW-h。它是一种工业设备,适用于锻造加工场景以及钢、铜和铝等金属的热穿透锻造。


中频锻造加热炉专为钢(≥Φ12mm)、不锈钢、铜、铝及其他金属制造的圆棒、方坯和其他异形坯料的连续贯通加热而设计。它既支持整体加热,也支持局部加热,如末端加热、中心部分加热等。
典型应用包括
技术亮点技术亮点
中频锻造炉为现代锻造和成型工艺提供了高效解决方案,可确保深度、均匀和受控的加热。
| 型号 | 加热至 1050°C(不锈钢) | 加热至 700°C |
|---|---|---|
| AJ-35 | 1.25 公斤/分钟 | 1.75 公斤/分钟 |
| AJ-45 | 1.67 公斤/分钟 | 2.33 公斤/分钟 |
| AJ-70 | 2.50 公斤/分钟 | 3.50 公斤/分钟 |
| AJ-90 | 3.33 千克/分钟 | 4.67 公斤/分钟 |
| AJ-110 | 4.17 公斤/分钟 | 5.83 千克/分钟 |
| AJ-160 | 5.83 千克/分钟 | - |
| AJ-240 | 8.60 公斤/分钟 | - |
| AJ-300 | 11.25 公斤/分钟 | - |
| AJ-500 | 17.90 公斤/分钟 | - |